
Tarkib
- Mashinasozlik tili
- Asosiy Die dizayni va qurish terminologiyasi
- Stamping Press
- Strok tugmachasini bosing
- Die o'lchovi
- Kastinglar
- Die Detail
- Frezalash va ishlov berish
- Asosiy dizayn
- Bo'sh rasm
- O'limni qisqartirish
- Cheliklarni kesib oling
- Pirs uskunalari
- Die Cam
- Savollar va javoblar
Jeyson Marovich avtomobilsozlik sohasida 1990 - 2005 yillarda chizma va SAPR operatori sifatida ishlagan.
Mashinasozlik tili
Metall shtamplash sanoatida ishlab chiqilgan psevdo-til mavjud. Metall buyumlar qanday tayyorlanishi haqida ma'lumot berilmagan ishchi uchun bu haqda kimningdir gapini tinglash chet tilida gapiradigan odamni tinglash kabi bo'lishi mumkin.
Ushbu qo'llanma muhandislar va fabrika ishchilari metall plyonkalarni shtamplash va plyonkalarni shtamplash, shakllantirish, qirqish, flanşlash, pirsing va cheklash jarayonlarini amalga oshiradigan mashinalarni muhokama qilishda nima haqida gaplashayotganini bilishni istaganlarga yordam berish uchun yozilgan.
Die muhandisligi - bu to'liq tushunish uchun yillar talab qiladigan hunarmandlardan biridir. Hech bo'lmaganda metallurgiya, bosimli tizimlar, po'lat bilan ishlov berish va temirni quyish bo'yicha aniq bilimlar - bu dizaynerlar va quruvchilar o'ladigan vositalar.
Kompyuter texnologiyasi ish beruvchiga shtamplash presslari va matritsalarning uch o'lchovli modellarini ko'rish usulini berdi. Ushbu virtual dizayn dasturlari boshqalarga uning dizayni va qurilishining turli bosqichlarida o'limni kuzatib borishlariga imkon berishda juda muhimdir. Ammo, agar siz qanday tarkibiy qismlarni ko'rib chiqayotganingizni yoki ular qanday maqsadda xizmat qilayotganini bilmasangiz, mashinaning kimdir tomonidan tushuntirilishini kuzatishda qiynalasiz, chunki mashinasozlikda ishlatiladigan ko'plab ismlar va so'zlar uzoq vaqt davomida metall shtamplash sanoatida bo'lmagan shaxs.
Avtoulov sanoatida metallni shtamplash bilan yanada sodda tanishish uchun, iltimos, o'qing "Damgalarni o'ldirish: metall shtamplash o'limlari haqida asosiy tushuntirishUshbu qo'llanma odamlarga metall lavhadan yasalgan avtomobil qismining kontseptsiyadan ishlab chiqarishga o'tishi va ushbu maqolaning ta'lim-tarbiya vazifasini o'tashi haqidagi eng asosiy tushunchalarni tushunishga yordam berish uchun ishlab chiqilgan.
Asosiy Die dizayni va qurish terminologiyasi
Quyidagi atamalar foydalilik tartibida; mexanik o'lik turlari va ularni shtamplangan metall qismlarni yasash uchun asbob sifatida qo'llash bilan tanish bo'lmagan odamga yordam berishni buyuradilar.
Stamping Press
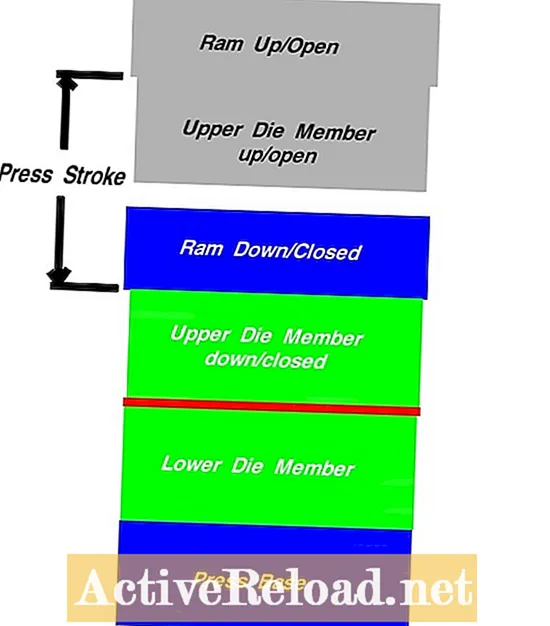
Bu tugallangan matritsa biriktiradigan mashina. Matbuotning pastki qismi yoki taglik harakatsiz. Yuqori qo'chqor yuqoriga va pastga siljiydi va statsionar poydevorga o'rnatiladigan matritsaning pastki yarmiga metall joy hosil qilish yoki ushlab turish uchun zarur bo'lgan bosimni ta'minlaydi. Yuqori o'lik qism qo'chqorga o'rnatiladi, shu bilan u bilan yuqoriga va pastga harakatlanadi.
Strok tugmachasini bosing
Matritsaning qo'chqorisi yuqori matritsa elementi pastki matritsa qismida yopilguncha davom etadi. Keyin qo'chqor yuqoriga qaytib, matritsani ochib, tayyor qismni olib tashlashga imkon beradi. Keyin yangi blank blankaga joylashtiriladi. Har bir yuqoriga va pastga aylanish jarayoni matbuot turiga qarab bir xil ko'rsatkichlarga muvofiq amalga oshiriladi. Qo'chqorni yuqoriga yoki pastga bosib o'tadigan masofasi matbuot zarbasidir.
Kattaroq presslarda odatda presslash masofasi kattaroq bo'ladi. Press-zarbaning yana bir muhim omili - bu daqiqada zarbalar. Turli presslarning tezligi har xil o'zgaradi va muhandislar press karetasiga va ramkaga o'rnatiladigan matritsalar ustida ishlashni boshlashdan oldin diqqat bilan ko'rib chiqiladi.
Die o'lchovi
Ushbu o'lchamlar odatda yuqori va pastki plitalarga taalluqlidir - qoldiqlarning qolgan qismlari o'rnatiladi. Bular po'latdan yasalgan yoki quyma temirdan yasalgan poyafzal to'plamlari. Temir po'latdan arzonroq, shuning uchun katta o'lim kerak bo'lsa, temirdan yasalgan bo'lishi mumkin. Kichikroq matritsalar po'latdan yasalgan bo'lib, ular ko'pincha hidoyat pimlari va o'rnatish teshiklari yoki teshiklari bilan to'liq matritsalar sifatida sotiladi. Matritsaning o'lchamlari o'lchovlarning umumiy o'lchamlarini va o'lchovlar to'plamini o'z ichiga oladi. Agar ustki temir poyabzal qalinligi 50 mm va uzunligi 1200 mm va uzunligi 800 mm bo'lsa, o'lchamlari quyidagicha bo'lar edi: 50 x 1200 x 800. quyma plyonkalar har qanday o'lchamda bemalol tayyorlanishi mumkin, po'latdan yasalgan plyonkalar esa har xil o'lchamlarda sotiladi. to'g'ri ba'zan qiyinligini isbotlash mumkin.
Kastinglar
Dazmoldan qolipni loyihalash to'g'risida qaror qabul qilinganda, o'lim qismlari to'qimalar deb ataladi. Bunga odatda po'latdan yasalgan matkaplar yoki xavfsizlik bloklari kabi standart buyumlar kirmaydi. Dazmol to'qimalari - bu ishlov berilmagan metall bo'lib, ular toza sirt talab qilinadigan turli joylarda ishlov berilishi mumkin (ya'ni o'rnatish yuzasi).
To'qimalarni loyihalashda muhandisning vazni, devor mustahkamligi, yadro kattaligi va narxini hisobga olishni talab qiladi. Kasting dizayni tasdiqlangandan so'ng, u umumiy dizayndan tortib olinadi yoki ajratiladi va o'zining shaxsiy kompyuter fayliga beriladi. Ushbu fayl quyma zavodga yuboriladi, u erda temir manba tomonidan ularga berilgan aniq ko'rsatkichlar bo'yicha temir quyiladi. Dazmol soviganida, uch o'lchovli dizayndagi kraastast mashinistlar tomonidan keyingi ishlarga tayyor bo'ladi.
Die Detail
Odatda bu yuqorida tavsiflanganidek, umumiy dizayndan tortib olingan to'qimalar. Ammo, ular po'lat qismlarni o'z ichiga olishi mumkin. Qachonki chizma yoki 3D model quruvchilarga dizaynni yaxshiroq ko'rish yoki tushunishga yordam beradigan bo'lsa, qurilish kompaniyasi har qanday asosiy o'lchov komponentlarini alohida ko'rib chiqishga imkon beradigan alohida qatlamlar yoki fayllarni so'rashi mumkin. Masalan, ustki o'lik yostiq materialdan (fayllar, chizmalar) quyilib, ishlov berilishi kerak edi, bu uni nafaqat matritsada o'rnatilgandek, balki alohida-alohida ham ko'rsatib berdi.
Frezalash va ishlov berish
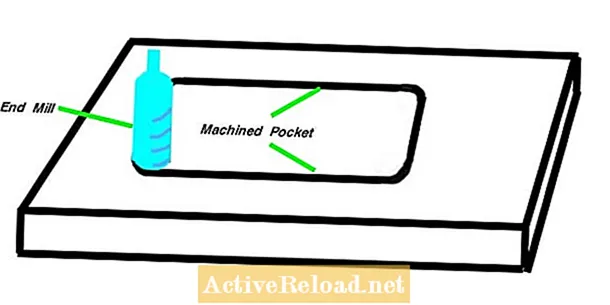
Sirtni tugatish aktiga ishlov berish deyiladi. Bu tez-tez tegirmon deb nomlanadigan aylanadigan metall to'sar bilan bajariladi. Tegirmonlar yordamida cho'ntaklarni temir yoki po'lat bilan kesib olish uchun, tayyor sirtlarni qattiq texnik shartlar bilan yaratish va kompyuterga dasturlashtirilgan yo'llar bilan borish mumkin, bu esa ularni katta sirtlarni soatlab to'xtashsiz ishlashga imkon beradi.
Yuqoridagi rasmda ishlov berilayotgan cho'ntakning yumaloq burchaklariga e'tibor bering. Agar tugamagan bo'lsa - to'sarni olib tashlash paytida yoki uning keyingi ishiga o'tishda to'siqsiz to'siq qo'yish usuli - burchaklar to'sar bilan bir xil radiusga yaxlitlanadi. Ushbu asboblar to'rtburchak burchaklarni yasay olmaydi, ammo simlarni yoqish vositalari va buning uchun boshqa imkoniyatlar mavjud.
Asosiy dizayn
Bu muhandislar metallni engillashtirish uchun foydalanadigan amaliyotga tegishli. Ya'ni, temirning qattiq bloklari yadroga solinishi mumkin (temirning bir qismini olib tashlash yo'li bilan yengillashtiriladi), chunki bu temirning o'lik ichidagi kuchiga putur etkazmasa. Aqlli yadro rejasi bilan matritsani loyihalashning ikkita foydasi (qismni talab qilgan tashkilot tomonidan taqdim etilgan standartlarga nisbatan ko'p marta) temirning samaradorligi va o'lik vazniga sezgirlikdir.
Bo'sh rasm
Bu tortish matritsalari tomonidan bajariladigan operatsiya. Ushbu o'liklar odatda har qanday o'lim qatorida birinchi yoki ikkinchi o'limdir. Shakllanmagan metall lavha matritsaga yuklanadi va qismlar ma'lumotlari faylida ko'rsatilgan xususiyatlarga muvofiq shakllanadi. Metall hosil qilish uchun tortish bosimidan foydalaniladi. Uning ostidagi bosim tizimida ishlaydigan suzuvchi pastki yostiq har qanday tortish matritsasining ajralmas qismidir.Ushbu yostiq metallni yuqori zarbga qarshi hosil qilish uchun ishlatilishi mumkin yoki zanjir tushganda va uni hosil qilganda uni tutash uchun "halqa" sifatida foydalanish mumkin.
O'limni qisqartirish
Ushbu turdagi matritsalar detallardan keraksiz metallarni qirqishga qaratilgan. Trim matritsalarini deraza teshiklari singari katta teshiklarni kesish uchun amalga oshirish mumkin. Tayyor trim chizig'iga kesish ba'zan chiziqda bir nechta trim matkaplari bilan amalga oshiriladi. Dizaynerlar barcha asosiy kesish operatsiyalarini bir marotaba bajarish uchun qo'llaridan kelganicha harakat qilishadi, lekin ba'zida buning iloji bo'lmaydi.
Uchta asosiy bezak turi mavjud:
- Qo'pol kesish: Keyingi operatsiyada samaradorlikni yoki kirish imkoniyatini olish uchun materialni kesib tashlash, oxirgi trim.
- Yakuniy kesish: Bu qism oxirgi shakliga kesilgan operatsiya.
- Ichki bezatish: Odatda, ko'proq ishlov berish va po'latdan yasalgan taxta rejasini talab qilish, bu oxirgi trim chizig'i ichida joylashgan teshiklarni kesish harakati.
Cheliklarni kesib oling
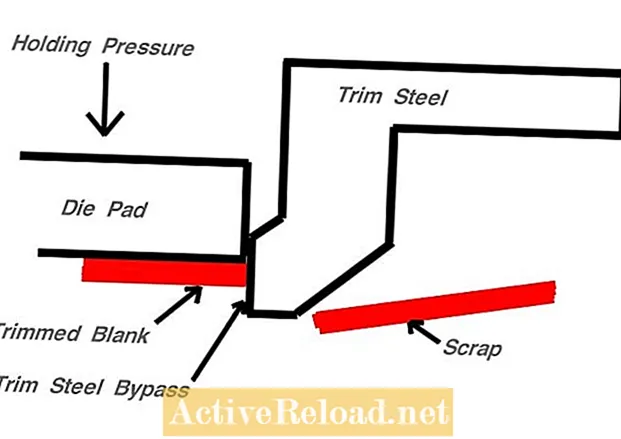
Ushbu boshqariladigan po'lat komponentlar o'rnatish yuzasi va trim pichog'iga ega. Yuqori matritsaga yoki kamarga o'rnatilgan pichoqlar qaychi ustki qismi kabi harakat qiladi. Ular metallga tushirilganda, ular qaychi pastki jag'i vazifasini bajaradigan pastki po'latni uchratishadi. Po'latlar metallga ozgina kiritilib, uning metall qalinligini chetlab o'tish uchun etarli. Qirqishdan keyin trim chizig'idan yiqilib tushadigan sopol metallolom deyiladi.
Pirs uskunalari
Panelda dumaloq yoki to'rtburchak teshiklar singari kichikroq teshiklar kerak bo'lganda, matritsa zımbası ishlatiladi (matritsa ushlagichiga o'rnatiladi, bu esa o'z navbatida, yopish matritsasi yuzasiga o'rnatiladi). Ushbu qattiq po'latdan yasalgan zarbalarni keskinlashtirish mumkin, shunda bitta zarba shtamplash protsedurasida, ba'zan esa o'n minglab zarbalarda omon qoladi. Pirs uskunalari odatda erkaklar zarbasi, urg'ochi tugmachasi va o'rnatish ushlagichlarini nazarda tutadi.
Die Cam
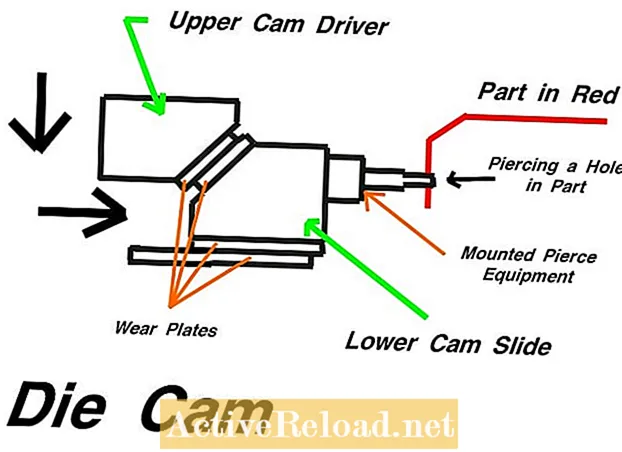
Bu mexanik qurilma (quyidagi diagramaga qarang) o'lik operatsiyani to'g'ri yuqoriga va pastga qarab emas, balki boshqa usulda bajarilishiga imkon beradi. Burchakli sirtni gilamcha slaydni joylashtirish uchun matritsaning yuzasiga ishlov berish mumkin, bu esa gorizontal ravishda harakatlana oladigan shisha. Kamera haydovchisining burchak yuzasi kamar slaydining burchak yuzasida yopilib, pastki yarmi ma'lum yo'nalishda siljishiga olib keladi. Masalan, shisha slaydning yuziga o'rnatilgan zarbani kam haydovchisi oldinga bostirishi mumkin, shunda u gorizontal ravishda plastinka ichiga teshik ochadi.
Shubhasiz, o'liklarni loyihalashga qiziqadiganlar o'lik jarayonlarini yanada takomillashtirganlarida, ular tobora ko'proq yangi terminologiyaga duch kelishadi. Qisman ishlab chiqarishda turli xil hunarmandchilik bilan shug'ullanadigan ko'plab odamlar ishtirok etishi kerakligi sababli, yanada shijoatli kishilar uchun nafaqat o'z sohasidagi so'z boyligini, balki har birini to'ldiruvchi jarayonlarni ham o'rganish imkoniyati mavjud.
Barkamol ishlab chiqarish muhandisi tayyor mahsulotga etib borishi uchun metall lavha bosib o'tgan yo'lni tushunadi. Ushbu qismlarni ishlab chiqarish uchun qurilgan texnika, barcha darajalarda qism ishlab chiqarish haqida suhbatlashishni istagan muhandis uchun juda qimmat bo'lgan jarayonni bosib o'tadi.
Ushbu maqola aniq va muallifning eng yaxshi bilimlariga mos keladi. Tarkib faqat axborot yoki ko'ngilochar maqsadlar uchun mo'ljallangan va biznes, moliyaviy, yuridik yoki texnik masalalarda shaxsiy maslahat yoki professional maslahat o'rnini bosmaydi.
Savollar va javoblar
Savol: "Jalicoal" posboni nima? Uni qanday yozishni bilmayman. Jolliko?
Javob: Kompaniyaning nomi - Joliko. Ularning qo'riqchilari bloklarini ularning standartlari kitobidan topishingiz va buyurtma qilishingiz mumkin.

 "6 ta g'alati Instagram akkauntlari (siz kuzatib borishingiz kerak)")